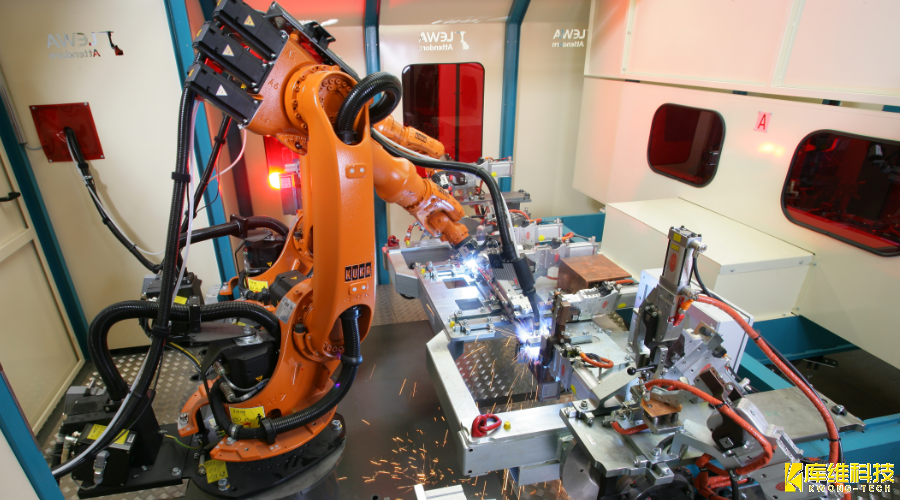
由于近十幾年來經(jīng)濟的發(fā)展��,焊接機器人已經(jīng)廣泛應(yīng)用于多種規(guī)?��;ぜ纳a(chǎn)����,焊接機器人在焊接生產(chǎn)作業(yè)過程中燒導電嘴的原因有很多����,如導電嘴更換頻繁的表面現(xiàn)象為:導電嘴出口產(chǎn)生磨損導致送絲偏轉(zhuǎn)���,實際焊接軌跡偏移���,也就是TCP點位置偏移,導致焊偏或焊漏等焊接缺陷發(fā)生���。
焊接機器人燒導電嘴產(chǎn)生的問題分析
1�����、導電嘴自身失效原因
焊接機器人導電嘴本身磨損���,源自于因?qū)щ娮觳粩嗌叩臏囟认乱蜻B續(xù)送絲的摩擦而在導電嘴出口發(fā)生磨損��,在焊接機器人的焊接作業(yè)過程中�����,經(jīng)常出現(xiàn)導致校準誤差而影響生產(chǎn)效率��。此時應(yīng)該想法設(shè)法降低導電嘴的溫度��,包括在導電嘴成分����、導電嘴結(jié)構(gòu)加工方面��。導電嘴的材質(zhì):黃銅�、紫銅、其中鉻鋯銅最優(yōu)���;甚至在導電嘴中加入陶瓷成分���,可增加耐磨性。再次是導電嘴加工精度�,由于加工設(shè)備的精度問題或其它問題����,導電嘴的內(nèi)孔光潔度及同心度還不夠好���。
2、電弧不穩(wěn)定導致電弧返燒
一種引起的原因包括引弧不佳�、電弧不穩(wěn)、送絲不暢����、工件表面清潔程度等,但并不一定影響導電嘴本身的性能���,這時的焊接故障大致與焊接電源特性���、焊絲質(zhì)量、送絲效果�����、送絲軟管及導電嘴結(jié)構(gòu)設(shè)計等有關(guān)�����。當焊絲與到導電嘴內(nèi)的導電點常變動時,其壽命也僅為導電點穩(wěn)定時的一半�����。
3�����、焊絲調(diào)直性及表面光潔度等原因
焊接機器人的焊絲往往是筒裝或盤裝的���,還帶有毛刺或羅紋��,所以有可能影響到焊絲與導電嘴之間的接觸�����,而在焊接機器人焊接時����,導電嘴應(yīng)在穩(wěn)定導電的前提下提供最小的摩擦��。臟焊絲的導電嘴壽命可能僅為使用干凈焊絲的三分之一��;判斷焊絲質(zhì)量�,焊絲的退火應(yīng)力消除程度�����,表現(xiàn)就是調(diào)直性如何:試驗反饋雜技焊槍嘴前部50mm處�,焊絲是否能自動打彎��,靠前打彎說明焊絲太軟��,靠后打彎說明太硬�����,硬的焊絲對導電嘴最費��;其次從送絲機到焊槍這段送絲軟管是否打彎��,也會造成焊絲彎度����。
4���、送絲速度或者熔敷量多少
相對來說�����,直徑越小的導電嘴使用壽命越短�����。同樣是300A的電流�����,1.2和1.6焊絲單位時間的填充(熔化)量基本是一樣的��。1.2的焊絲長度是1.6的兩倍����,也就是說同樣的電流同樣時間內(nèi),1.2的導電嘴的磨損量幾乎是1.6導電嘴的兩倍����。假設(shè)1.6的和1.2的導電嘴都磨損了0.2mm,這0.2mm是1.6的12.5%��,是1.2的16.7%����,1.2的焊絲的跳動范圍更大。
5��、有地方接地的器件或是導線開了,導致溫度過高��,所以會粘焊渣���。
焊接機器人如何避免燒導電嘴及改進方法和策略
1�����、采購鉻鋯銅材質(zhì)的導電嘴�����,加工精度有保證的大品牌產(chǎn)品。
2�����、焊絲校直性�。
3、導電嘴一定要用鉗子上緊�����,只用手擰是不行的�����,電弧不穩(wěn),而且更費導電嘴�。
4、清槍工作站正常���,且噴防飛濺硅油���。
5、建議使用較小電壓���,選用近似公式14+0.04電流����,電壓高�����,損耗大�����。
6、需要經(jīng)常清理送絲管道����。
7、焊絲的質(zhì)量也有決定性的因素����。
8、工件表面盡可能保持干凈�����,少些油污�����。
焊接機器人導電嘴多久換一次����?
焊接機器人跟手藝焊一樣也需求常常替換導電嘴����,并且因為機器人的作業(yè)時間比工人的接連焊接時間還要長,所以替換導電嘴的頻率還要高��。
導電嘴是焊接易損件替換頻率最高的一種物品了,導電嘴是起到焊絲經(jīng)過期方位固定的一個作用����,因為焊接結(jié)束收弧時瞬間經(jīng)過的電流過大,極易融化導電嘴的出口處�,造成焊絲和導電嘴熔接在一起,不能焊接作業(yè)了�����。導電嘴的材質(zhì)和做工決定了他的使用周期�。
大部分導電嘴的資料有黃銅、紫銅�、鉻鎬銅和極少用到的鈹銅。其中紫銅是手藝焊中用到的最多的一種����,鉻鎬銅材質(zhì)優(yōu)于紫銅,更為經(jīng)用���,是機器人焊接中最常用的����。導電嘴除了和焊絲熔接在一塊用不了了外����,還有一種是時間久了�����,孔徑相對焊絲來說大了許多��,不能很好的固定焊絲的出絲方位規(guī)模�����。手藝焊還可以將就一點��,但機器人因為是按修改好的程序焊接�,孔徑大了會出現(xiàn)焊偏�,成型不直等現(xiàn)象,所以一旦導電嘴孔徑太大就要替換導電嘴��。一般小電流在150A以下主張作業(yè)48小時替換一次導電嘴�,在大電流180A以上,12小時就需替換一次導電嘴���,當然具體還是看孔徑磨了多少來定。
以上就是關(guān)于焊接機器人導電嘴的介紹�����,更多資訊關(guān)注庫維科技,多年專業(yè)專注工業(yè)自動化集成��,豐富工程案例���,久經(jīng)項目考驗�,致力于為先進制造提供最有價值的解決方案���,撥打熱線400-1399-168領(lǐng)取機器人噴涂���,焊割,打磨工作站方案�����,專業(yè)團隊為您服務(wù)�����。