在現(xiàn)代工業(yè)加工領(lǐng)域,激光打孔技術(shù)憑借其高精度���、高效率����、非接觸式加工等優(yōu)勢,得到了廣泛應(yīng)用��。而脈沖寬度作為激光打孔的一個關(guān)鍵參數(shù)�,對打孔效果與質(zhì)量有著至關(guān)重要的影響。
一����、脈沖寬度的概念
脈沖寬度即激光脈沖持續(xù)的時間。較短的脈沖寬度通常在納秒(ns)甚至皮秒(ps)����、飛秒(fs)級別,而較長的脈沖寬度可以達(dá)到毫秒(ms)級別�。
二、脈沖寬度對激光打孔效果的影響
(1)孔的尺寸精度
短脈沖寬度:在短脈沖激光作用下���,材料吸收激光能量的時間極短��,瞬間產(chǎn)生的高溫使材料迅速汽化蒸發(fā)��,形成極小的蝕除區(qū)域��。因此���,短脈沖寬度的激光更容易打出直徑較小���、尺寸精度高的小孔。例如���,在電子元器件的微加工中��,皮秒或飛秒激光可以打出直徑僅為幾微米的小孔�����,且孔的尺寸偏差非常小���。
長脈沖寬度:長脈沖寬度的激光輸出能量相對較為平緩,材料的去除過程相對較慢�����,容易導(dǎo)致孔的直徑較大�����,尺寸精度相對較低����。但在一些需要較大孔徑的加工中,長脈沖寬度的激光可以提高加工效率����。
(2)孔的深度
短脈沖寬度:雖然短脈沖激光的能量集中,但由于作用時間短�����,對材料的穿透深度有限���。一般來說�,短脈沖寬度的激光更適合加工較薄的材料或者進(jìn)行淺孔加工����。
長脈沖寬度:長脈沖激光能夠持續(xù)向材料輸入能量,使材料內(nèi)部的溫度逐漸升高�,從而增加了激光的穿透深度。對于較厚的材料或者需要深孔加工的情況�����,長脈沖寬度的激光具有一定的優(yōu)勢。
(3)孔的形狀
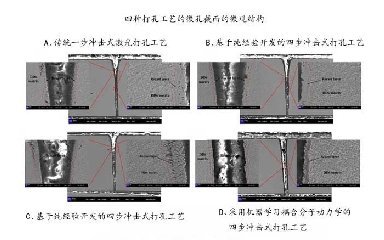
短脈沖寬度:由于短脈沖激光的能量高度集中�����,產(chǎn)生的熱影響區(qū)較小�����,打出的孔通常比較規(guī)則����,孔壁光滑。尤其是在加工高硬度����、高脆性材料時,短脈沖激光可以有效地避免孔壁的破裂和裂紋的產(chǎn)生�。
長脈沖寬度:長脈沖激光在加工過程中會產(chǎn)生較大的熱影響區(qū),容易導(dǎo)致孔壁出現(xiàn)熔融�����、重鑄等現(xiàn)象��,使孔的形狀變得不規(guī)則。而且��,長脈沖激光加工后的孔壁粗糙度相對較大���。
三、脈沖寬度對激光打孔質(zhì)量的影響
(1)熱影響區(qū)
短脈沖寬度:短脈沖激光打孔的熱影響區(qū)非常小�,幾乎可以忽略不計(jì)。這對于一些對材料性能要求較高的應(yīng)用非常重要��,如航空航天領(lǐng)域的零部件加工�,熱影響區(qū)小可以保證材料的強(qiáng)度和韌性不受影響。
長脈沖寬度:長脈沖激光打孔會產(chǎn)生較大的熱影響區(qū)���,使材料的組織結(jié)構(gòu)發(fā)生變化�����,降低材料的性能�����。例如���,在金屬材料的加工中,熱影響區(qū)可能會導(dǎo)致材料的硬度降低���、耐腐蝕性能下降等問題�。
(2)加工效率
短脈沖寬度:短脈沖激光的能量集中,但單個脈沖的能量相對較低����,因此加工效率相對較低。為了提高加工效率�����,通常需要提高激光的重復(fù)頻率���。
長脈沖寬度:長脈沖激光的單個脈沖能量較高��,可以在較短的時間內(nèi)去除更多的材料�,從而提高加工效率��。但是��,長脈沖激光的加工精度和質(zhì)量相對較低����,需要根據(jù)具體的加工要求進(jìn)行選擇。
在實(shí)際應(yīng)用中,需要根據(jù)加工材料的性質(zhì)�、孔的尺寸要求、加工效率等因素��,合理選擇脈沖寬度��,以獲得最佳的打孔效果和質(zhì)量�。